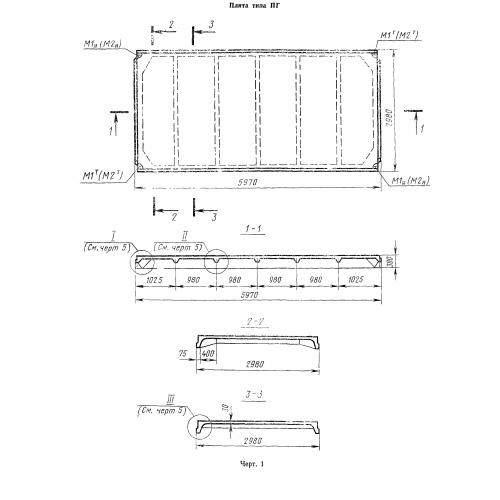
Плита ребристая ПГ 3 АтIVст (шифр В33.17/92) � высокопрочный унифицированный железобетонный элемент. Плита ребристая нашла свое применение для сооружения покрытия производственных зданий. Плита имеет ребристую конструкцию, т.е оснащена продольными и поперечными ребрами. Согласно Шифр в.33.17/92 разработан один типоразмер плит: высота продольных ребер составляет 300 мм., поперечных 150 мм., толщина самой полки составляет 30 мм. Применение данных плит возможно в зданиях с воздействием неагрессивной, слабоагрессивной агрессивной среде газового воздействия. Плиты являются огнестойким изделием, предел огнестойкости составляет 0,5 часа. Строительство кровли с использованием данного типа изделий, обуславливает возведение прочного, устойчивого и долговечного объекта.
Расшифровка маркировки
У каждого изделия есть свое условное обозначение, которое отражает основные его характеристики. Условно плита ребристая записывается маркировкой. Рассмотрим подробнее маркировку плиты ПГ 3 АтIVст (шифр В33.17/92):
1. ПГ� буквенное обозначение плиты без проема в полке;
2. 3� типоразмер;
3. ATIVc � класс напрягаемой стали;
4. т � бетон тяжелый.
Для распознания готового изделия на складе готовой продукции, маркировку наносят на каждую плиту краской темного цвета.
Материалы и производство
Выпускают ребристые плиты сертифицированные заводы сборного железобетона, имеющие необходимое оборудование и лабораторию для технической проверки материалов. Процесс формования плит производится в металлической опалубке, перед использованием форма должны быть зачищена от бетонных остатков и тщательно смазана. Для изготовления плит возможно использование легкого и тяжелого бетона. Марка бетона по прочности на сжатие, а также по морозостойкости и водонепроницаемости выбирается с таким расчетом, чтобы не происходило растрескивания и крошения бетона во время эксплуатирования. Армирование плит выполняется термомеханическим способом упрочненной арматурой. Класс арматурной стали выбирается с учетом предполагаемых нагрузок и окружающей среды. Обеспечивается поэтапный технологический контроль производства. На теле плиты предусмотрены закладные детали, для сопряжения с другими элементами. Обязательно проводят антикоррозийную обработку всех металлических составляющих изделия.
Приемка плит осуществляется партиями изделий, произведенных за одну неделю по одинаковой технологии и из одних и тех же материалов. Готовые плиты подвергают испытаниям на прочность, жесткость и трещиностойкость. Бетонная поверхность не должна содержать раковин, бетонных наплывов, а также ржавых или маслянистых пятен. Контролируется проектное расположение арматурного каркаса, а также толщина защитного бетонного слоя поверх арматуры. Прямолинейность и геометрия изделия должна быть в норме. По результатам приема - сдаточных испытаний плиты снабжаются документом, подтверждающим качество.
Транспортировка и хранение
По-настоящему прочное и устойчивое здание возможно построить, только с высококачественным материалом. Важным моментом является правильная организация хранения и транспортирования плит. Складируют изделия на специально подготовленных площадках и складах готовой продукции, имеющих удобные пути для подъезда специальной техники. Плиты укладывают в горизонтальное положение, в невысокие штабеля. Между рядами прокладывают деревянные подкладки. При перевозке плиты необходимо надежно фиксировать, чтобы исключить их опрокидывание или смещение. Все необходимые работы производить с соблюдением техники безопасности.